
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Пневмошпиндель
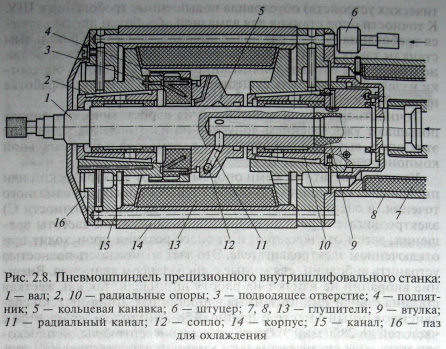
Для обеспечения больших частот вращения шпинделя применяют встроенные приводы: электрический (электрошпиндель) и пневматический (пневмошпиндель). Частота вращения последних может достигать 100...200 тыс. мин-1.На рис. 2.8 показан пневмошпиндель прецизионного внутри-шлифовального станка. Вал 1 приводится во вращение турбиной, работающей на сжатом воздухе под давлением 0,4...0,6 МПа. Воздух из центрального канала вала через радиальные каналы поступает в кольцевую канавку 5 и по радиальным каналам 11 — к соплам 12. Для питания пневмошпинделя воздух подается через штуцер 6 к радиальным опорам 2 и 10, далее через отверстия 3 — к подпятнику который представляет собой пористое тело. Осевой зазор вала между подпятником 4 и втулкой 9 при отключенной подаче воздуха составляет 20... 25 мкм. Воздух, охлаждающий переднюю опору и подпятник, проходит через пазы 16 в передней крышке и каналы 15 в корпусе 14 и щитах. Пневмошпиндель снабжен глушителями 7,8 и 13.
Воздух для питания турбины и опор очищается от пыли, масла, влаги в специальном устройстве с регулятором бесступенчатого изменения частоты вращения (до 2 раз). Пневмошпиндель имеет систему автоматического регулирования, которая обеспечивает высокую жесткость его механической характеристики: падение частоты вращения под нагрузкой не превышает 10 %.
Преимуществами пневмошпинделя являются его компактность, безопасность и удобство обслуживания, а также надежное охлаждение опор воздухом, продуваемым через турбину, температура которого понижается на выходе из нее. К недостаткам следует отнести его малые мощность и КПД, зависимость частоты вращения шпинделя от величины приложенной нагрузки, необходимость очистки и просушки воздуха, а также высокий уровень шума.
Аэростатические опоры обеспечивают достижение высокой быстроходности и точности вращения шпинделя вследствие усредняющего действия воздушной пленки при отсутствии вибраций и крайне низком трении в опорах, устранение нагрева опор и самого шпинделя, что исключает их тепловую деформацию и позволяет выполнять прецизионную обработку, большой срок службы шпинделя с сохранением исходной точности. К недостаткам таких опор относятся низкая жесткость по сравнению с другими типами шпиндельных опор, потребность в обеспечении сухим и чистым воздухом. При неправильной эксплуатации шпинделя возможен непосредственный контакт опорных поверхностей вала и самих опор, что приводит к выходу последних, а следовательно, и самого шпинделя из строя.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
