
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Шлифовальный станок
Станок, предназначенный для шлифования наружных, внутренних и других поверхностей, а также торцов показан на рис. 10.11. МС имеет два магазина шлифовальных кругов: 2 и 10. Смена круга для наружного шлифования осуществляется следующим образом. Шлифовальная бабка 11, расположенная на крестовом суппорте, перемещается по направляющим наклонной станины 1 вправо и шлифовальный круг автоматически заменяется.
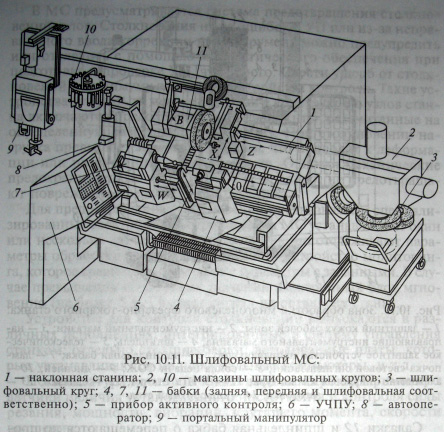
Круги для внутреннего шлифования хранятся в магазине 10 емкостью до 24 головок, смена которых производится автооператором 8 при подходе шлифовальной бабки к левому краю станины. Портальный манипулятор 9 загружает заготовки и выгружает детали, которые крепятся в передней 7 (и задней 4 — при необходимости) бабке. Помимо задней бабки для поддержания при обработке длинных заготовок станок снабжен подвижным люнетом. В процессе обработки размеры контролируются приборами 5 активного контроля. МС работает с системой ЧПУ 6, управляющей обработкой по 4 координатам. При необходимости число управляемых координат может быть увеличено до 15.
Суперфинишные станки
При обработке на этих станках наружных и внутренних поверхностей заготовок (шеек коленчатых и распределительных валов, штоков, поршневых пальцев и т.п.) достигается шероховатость Ra = 0,08...0,01 мкм. Инструментом служат абразивные и алмазные бруски, совершающие во время обработки сложные относительные движения. В процессе обработки заготовка вращается, а головка с брусками совершает возвратно-поступательное (осциллирующее) движение с медленным перемещением вдоль обрабатываемой поверхности. Суперфиниширование происходит при низких скоростях резания (2...20 м/мин) с продольной подачей головки Sпр = = 0.1...0,15 мм/об; частота осцилляции 500... 1800 мин-1. Толщина снимаемого припуска 0,002...0,02 мм.Шлифовальные станки для финишной обработки
Назначение и классификация. При выполнении финишных шлифовальных операций с поверхностей заготовок удаляют незначительные неровности в виде микрогребешков, образовавшихся на предшествующих операциях, при этом обеспечивается шероховатость Ra<0,32 мкм. В станках используется инструмент в виде абразивных брусков и абразивной ленты (изготовляются из мелкозернистых материалов и связки) или паста (суспензия). Различают шлифовально-доводочные, хонинго-вальные, суперфинишные, притирочные и полировальные станки.Плоскошлифовальные станки с ЧПУ
Оснащение плоскошлифовальных станков системами ЧПУ позволяет автоматизировать цикл обработки и правки, не изменяя при этом традиционных компоновок, а также обусловливает создание многоцелевых шлифовальных станков. Такие станки часто имеют инструментальные магазины на 12 — 18 шлифовальных кругов. В этом случае станок оснащают устройствами автоматической смены инструмента как для замены изношенного, так для смены при обработке других поверхностей заготовки.Внутришлифовальные станки
Назначение и классификация. Внутришлифовальные станки с ручным управлением предназначены для шлифования отверстий цилиндрической и конической форм, а также торцов заготовки. Эти станки делятся на обычные и планетарные; последние используются для обработки крупных или несимметричных заготовок.Патронный внутришлифовальный станок
Для обработки цилиндрических и конических отверстий (диаметром 50... 200 мм и длиной до 200 мм) в мелкосерийном и среднесерийном производстве используются патронные внутришлифовальные станки. Основные узлы станка: станина 18 (рис. 5.7), на направляющих которой смонтирован стол 17 с шлифовальной бабкой 14 и шпиндель с шлифовальным кругом 11. Шлифовальная бабка перемещается по поперечным верхним направляющим качения механически или вручную от маховика 13. С левой стороны станины на салазках 5 моста 3 установлена бабка 6 со шпинделем и патроном 8 для установки заготовки. Посредством салазок бабка изделия получает установочное поперечное перемещение от винта 4, а также при необходимости поворот на угол для шлифования конических отверстий.Внутришлифовальный автомат
В крупносерийном и массовом производствах широко применяют специализированные внутришлифовальные станки. В качестве примера на рис. 5.9, а приведен общий вид внутришлифовального автомата для обработки колец подшипников с базированием на неподвижных радиальных опорах и приводом вращения от магнитного патрона. На станине 36 размещена бабка изделия 8 со шпинделем 6 и магнитным патроном 10, устройством 1 для базирования заготовки 11 и механизмом загрузки-выгрузки 9. С правой стороны на станине установлена шлифовальная бабка 16 с электрошпинделем 34 шлифовального круга 35. С задней стороны станка находится шкаф электрооборудования 14 с пультом управления 15, а сбоку к станине примыкает гидростанция 26.Плоскошлифовальные станки
Плоскошлифовальные станки с ручным управлением. Шлифование плоских поверхностей заготовок производится периферией круга или его торцом на плоскошлифовальных станках с прямоугольным и круглым столами. Расположение шпинделя со шлифовальным кругом может быть горизонтальным или вертикальным. В массовом производстве наибольшее распространение получили вертикальные станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей.<< Первая < Предыдущая [1 / 2] Следующая > Последняя >>
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
