
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Плоскошлифовальные станки с круглым столом
Плоскошлифовальные станки с круглым столом имеют одну или две шлифовальные бабки. Станок с двумя бабками (рис. 5.11) состоит из станины 17 с двумя стойками 7, на направляющих качения которых смонтированы шлифовальные бабки 13 и 8 для чернового и чистового шлифования. В каждой бабке размещен шпиндель 12 с шлифовальным кругом 11, приводимый во вращение встроенным электродвигателем 9.На станине установлен стол с электромагнитной плитой 19 для удержания заготовок 14, поступающих по наклонному лотку 15 на подающий стол 18 и далее — на плиту 19, которому сообщается вращение от электродвигателя через коробку подач. Вращение подающего стола 18 осуществляется от регулируемого электродвигателя постоянного тока через редуктор. Каждая шлифовальная бабка 13 (8) имеет вертикальное перемещение (вдоль стоек): быстрое (установочное) от электродвигателя 6 через коробку передач 5 и медленное (рабочее) от коробки 16 посредством зубчатых и червячных передач. Ручное перемещение бабки производится от маховика 3.
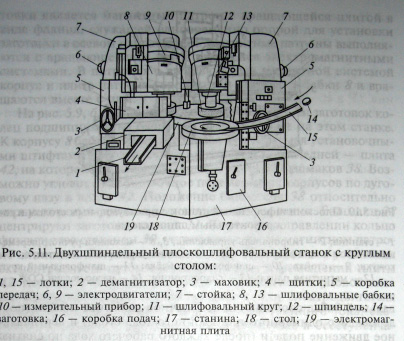
В процессе обработки происходит автоматическая подналадка шлифовального круга 11, для компенсации его износа по команде, получаемой от измерительного прибора 10, который контролирует высоту обрабатываемой заготовки 14. Для предотвращения разбрызгивания СОЖ предусмотрены раздвижные щитки 4. Заготовки после обработки проходят демагнитизатор 2 и по наклонному лотку 7 выходят из станка.
В массовом и крупносерийном производстве вместо плоского шлифования применяют двустороннее шлифование торцов деталей на станках с горизонтальными осями. Принципиальная схема двустороннего шлифования приведена на рис. 5.12, а. Заготовки 2 типа колец по нижней 6 и верхней 5 направляющим линейкам подаются в зону шлифования толкателем 7, получающим движение от механизма 7. Заготовки проходят между параллельно расположенными шлифовальными кругами 3 и 4, благодаря чему осуществляется одновременное шлифование обоих торцов деталей. К подающему механизму детали транспортируют с помощью бункерного устройства.
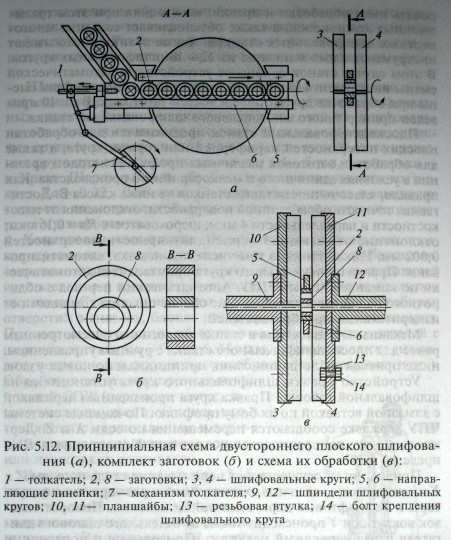
Для одновременной обработки торцов внутренних 8 и наружных 2 колец (рис. 5.12, б) шарикоподшипников применяют комплектное шлифование (рис. 5.12, в). На шпинделях 9 и 12 устанавливают планшайбы 10 и 77, к которым с помощью резьбовых втулок 13 и болтов 14 крепят шлифовальные крути. Шлифование производят по схеме, показанной на рис. 5.12, а.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
