
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Мониторинг состояния инструмента и процесса обработки
Мониторинг состояния инструмента и процесса обработки на МС — это контроль в режиме реального времени работы станка, режущего инструмента и процесса обработки с помощью одного или нескольких датчиков, передающих информацию системе управления станком. Мониторинг обеспечивает безопасность работы на станке. При любой квалификации персонала на станке (даже на универсальном) периодически происходят столкновения его рабочих органов.В МС предусматривается система предотвращения столкновений узлов. Столкновения из-за ошибок в УП или из-за неправильного ввода коррекции на инструмент можно предупредить или отследить с помощью математического обеспечения при подготовке и проверке УП, что дорого. Свести ущерб от столкновений к минимуму позволяют устройства контроля. Такие устройства могут быть механическими: в конструкцию узлов станка включаются предохранительные элементы, рассчитанные на определенную разрушающую нагрузку. При столкновении нагрузка превышает заданный уровень, что приводит к деформации или разрушению этих устройств. Однако, механические предохранительные устройства, как правило, не предотвращают повреждения режущего инструмента.
Для предотвращения столкновений предназначены специализированные электронные устройства: на МС устанавливают один или несколько датчиков, которые постоянно отслеживают параметры обработки и передают сигналы на устройство мониторинга, которое сравнивает получаемые параметры с заданными. В случае превышения предельных значений электронный блок мгновенно (не более 5 мс) выдает сигнал на остановку станка. Устройства для контроля столкновений выпускаются в различных исполнениях: интегрированные в систему управления станком; отдельно стоящие блоки; встраиваемые платы, которые устанавливаются на персональные компьютеры, и т.д. Номенклатура датчиков также весьма широка. Применяют датчики наличия установленного инструмента и контроля силы резания, мощности, вибраций, крутящего момента, скорости вращения.
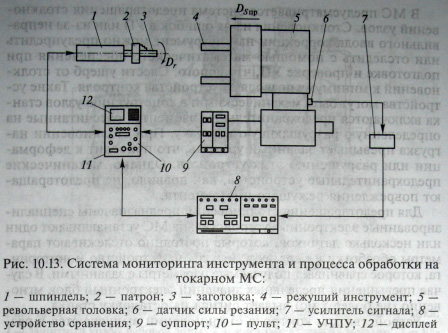
Рассмотрим применение простейшей системы мониторинга на токарном МС (рис. 10.13). Шпиндель 1 с закрепленной в патроне 2 заготовкой 3 получает главное вращательное движение, бесступенчатое регулирование которого осуществляется системой ЧПУ. Датчик 6 силы резания устанавливается на револьверную головку 5, закрепленную на суппорте 9. Снимаемый с датчика сигнал передается через усилитель 7 на устройство 8 системы мониторинга процесса, которое сравнивает сигнал с заданным значением. При изменении сигнала больше чем на допустимую величину устройство анализирует возможную причину (например, резкий скачок нагрузки с последующим провалом может означать поломку инструмента 4) и выдает сигнал в систему ЧПУ об остановке шпинделя 1 станка. При этом программы и в УЧПУ 11, и в устройстве сравнения системы мониторинга отрабатываются параллельно (поскольку на разных инструментах или даже на разных этапах работы одного и того же инструмента силы резания могут сильно отличаться). В УЧПУ предусмотрен пульт 10 для ручного управления.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
