
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Одношпиндельные автоматы продольного точения
Автоматы предназначены для изготовления из прутка высокоточных деталей относительно большой длины и малого диаметра в условиях массового производства. На этих автоматах обработка производится неподвижными или поперечно перемещающимися резцами 4 (рис. 3.20, б), закрепленными на суппортах 5 или балансире 14 при продольном движении подачи D вращающегося прутка 3. Подача прутка осуществляется шпиндельной бабкой 1. Для уменьшения прогиба и вибрации прутка под действием сил резания передний конец его пропускают через люнет 11, закрепленный на суппортной стойке 12.
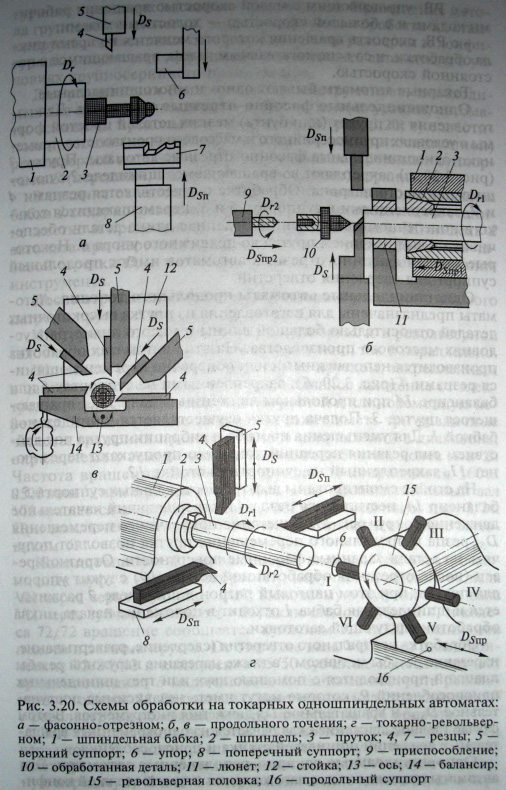
На стойке смонтированы два-три вертикальных суппорта 5 и балансир 14, несущий два резца 4 и совершающий качательное движение вокруг оси 13. Сочетание поперечного перемещения Dsp резца и продольного перемещения прутка позволяет получать на детали заданные фасонные поверхности. Отрезной резец (после отрезания обработанной детали 10) служит упором для прутка, при этом цанговый патрон в шпинделе 2 разжимается и шпиндельная бабка 1 отходит в положение начала цикла обработки следующей заготовки.
Обработка центрального отверстия (сверление, развертывание, нарезание резьбы метчиком), а также нарезание наружной резьбы плашкой производится с помощью двух или трех шпиндельных приспособлений 9, которые могут иметь независимые поступательное DSnp2 и вращательное Drl движения инструментов. В этом случае главное движение складывается из одновременных вращательных движений шпинделей станка и приспособления.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
