
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Токарно-затыловочные станки
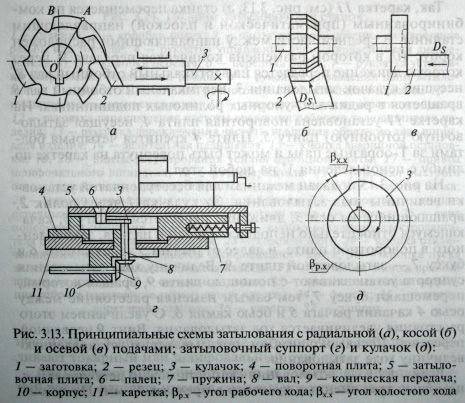
Виды затылования. Метод затачивания задних поверхностей режущих инструментов со сложным профилем зуба в целях сохранения профиля инструмента при переточках и обеспечения постоянства заднего угла называется затылованием. Затылуют зубья различных фрез: дисковых, резьбовых, цилиндрических и червячно-модульных с прямолинейными и спиральными стружечными канавками, а также зубья метчиков и спиральные сверла.Затылованные зубья фрез (рис. 3.13, а) имеют криволинейную заднюю поверхность АВ. Их перетачивают по передней поверхности, причем плоскость заточки АО проходит через ось фрезы, благодаря чему профиль зубьев фрезы сохраняется неизменным. Затылование зубьев выполняют обычно по архимедовой спирали. Для получения задней поверхности, ограниченной этой кривой, необходимо, чтобы заготовка 1 фрезы при обработке равномерно вращалась, а резец 2 равномерно возвратно-поступательно перемещался в радиальном направлении. При этом за один оборот заготовки резец должен подойти к ней столько раз, сколько зубьев имеет затылуемая фреза. Перемещение резца в радиальном направлении (рабочий ход и быстрый отвод) осуществляется от равномерно вращающегося кулачка 3.
В зависимости от направления движения режущего инструмента относительно изделия различают три вида затылования: радиальное, косое и торцовое. Радиальное затылование (см. рис. 3.13, а) применяют при изготовлении изделий цилиндрической формы. Режущий инструмент совершает движение в направлении, перпендикулярном к оси центров станка. Косое затылование (рис. 3.13, б) применяют при обработке фасонных фрез. Затылование с осевой подачей (рис. 3.13, в) при обработке торцовых поверхностей изделий называют торцовым. Плиту 4 (рис. 3.13, г) каретки 11 с суппортом поворачивают на 90° относительно ее нормального положения, после чего затыловочное движение режущего инструмента совершается параллельно оси центров станка.
На рис. 3.13, г приведена принципиальная схема затыловочного суппорта. Затыловочная (отбойная) плита 5 суппорта с пальцем 6 прижимается к кулачку 3. Движение затыловочной плиты вперед на изделие, сопровождаемое сжатием пружины 7, происходит по рабочей кривой рр х (рис. 3.13, д) вращающегося кулачка, а возврат в исходное положение (отскок) — под действием пружины по кривой отвода (Зх х кулачка. Возвратно-поступательное движение суппорта кинематически связано с вращением шпинделя.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
