
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Многостаночные РТК
Для обработки корпусных деталей предназначен РТК (рис. 12.5), приближенный по сложности к ГПС (из-за комплектности охвата технологического процесса). РТК служит для обработки корпусов гидроблоков. В его состав входят пять многоцелевых фрезерно-сверлильно-расточных станков 12 с УЧПУ 2 и гидростанциями 3 и 4 у каждого ПР 5, оснащенного УЧПУ 1. Заготовки, установленные на приспособлениях-спутниках, из склада-накопителя 8 передаются краном-штабелером 7 на поворотный стол 5, который доставляет их в зону, обслуживаемую ПР. По окончании механической обработки детали размещаются на роликовом конвейере 10, откуда манипулятором 11 передаются на позицию мойки. Безопасность работы персонала обеспечивает ограждение 9. На данном РТК обрабатываются детали с габаритными размерами (длина х ширина х высота) 400 х 400 х 400 мм, массой до 92 кг. Время цикла обработки детали 240...270 мин.
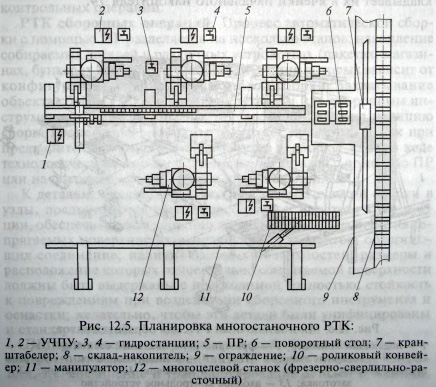
Склад-накопитель обеспечивает длительное по времени функционирование комплекса без остановок для восстановления запаса заготовок, что в сочетании с большим временем цикла обработки характерно для изготовления тяжелых корпусных деталей. Применение такого РТК позволяет повысить производительность станков в 2,5 раза по сравнению с нероботизированным производством. На рис. 12.6 показан РТК для обработки валов 30 типоразмеров, состоящий из двух токарных станков 4 и 8 с ЧПУ и фрезерно-центровального станка 2 с ЧПУ.
Заготовки 12 из предварительно разрезанного проката подвозятся электрокарой и загружаются оператором на подающий конвейер 7. ПР J, перемещающийся по монорельсу и обслуживающий все три станка, забирает заготовки с конвейера и раскладывает их в ячейки начального накопителя 14.

ПР обслуживает станки по их вызовам. При одновременном поступлении заявок предпочтение отдается станку с наибольшей длительностью цикла обработки. Между станками расположены межоперационные накопители 11 и 7. ПР снабжен тактильным щупом и осуществляет поиск заготовки в накопителе 14, измеряет ее длину с помощью входного контрольного устройства 13 устанавливая припуск на обработку торцов. Если длина заготовки выходит за пределы допусков, то заготовка бракуется. ПР обеспечивает загрузку станков, межстаночное транспортирование заготовок, их промежуточное складирование в накопителях 11 и 7, а также на позициях ожидания 9 и 5, расположенных перед токарными станками. После обработки ПР укладывает готовые детали в магазин 6 выходной позиции РТК. Безопасность работы персонала обеспечивается системой фотодатчиков 10, расположенных в стойке. Сзади станков проходит стружкоуборочный конвейер.
Одним из аспектов развития робототехники является машинное зрение. Создаются так называемые зрячие ПР, оснащенные встроенными видеокамерами и соответствующим программно-математическим обеспечением. Такой ПР используется для автоматизации сортировки, захвата неориентированных деталей и контрольных операций.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
