
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Станки для обработки корпусных деталей
Обработка заготовок корпусных деталей на МС по сравнению с их обработкой на фрезерных, сверлильных и других станках с ЧПУ имеет ряд особенностей. Крепление заготовки должно обеспечивать ее обработку с пяти сторон за один установ при свободном доступе инструмента к обрабатываемым поверхностям для многосторонней обработки без переустановки.Горизонтальный МС с четырьмя управляемыми осями координат. Станок предназначен для обработки заготовок корпусных деталей 9 (рис. 10.7, а), устанавливаемых в зажимном приспособлении 2 (или на столе-спутнике 10) на поворотном столе 7. Шпиндельная бабка 4 вместе со шпинделем 3 перемещается по вертикальным направляющим подвижной стойки 7. В верхней части станины смонтирован инструментальный магазин 6, а справа — поворотная платформа 8, на которой устанавливают зажимные приспособления 2 (или столы-спутники 10) с заготовками. Смена инструмента осуществляется автооператором 5, управление — УЧПУ 11, которое получает питание от шкафа 12 электрооборудования.
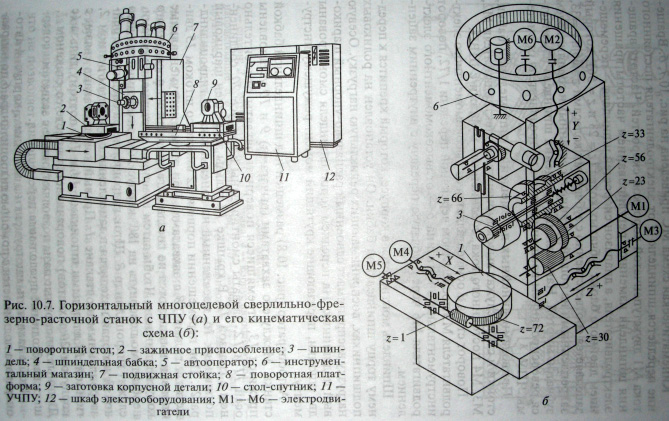
Кинематическая схема МС приведена на рис. 10.7, б. Вращение передается шпинделю 3 от электродвигателя постоянного тока Ml двухступенчатой коробкой скоростей. Частоту вращения шпинделя изменяют регулированием частоты вращения электродвигателя, а диапазон скоростей шпинделя — перемещением двойного блока зубчатых колес (z = 23 и z = 56), который зацепляется соответственно с зубчатыми колесами z = 66 z = 33, закрепленными на общей ступице и связанными со шпинделем зубчатой муфтой. Направление вращения шпинделя изменяется реверсированием вращения вала электродвигателя от системы ЧПУ.
Шпиндель монтируется в корпусе, который крепится к переднему торцу шпиндельной бабки. Он установлен на роликовых подшипниках, воспринимающих радиальную нагрузку. Осевую нагрузку воспринимает сдвоенный радиально-упорный шариковый подшипник. На переднем торце шпинделя смонтированы две шпонки, передающие крутящий момент режущему инструменту.
Автооператор (рис. 10.8) размещен над шпиндельной бабкой станка. Между его захватами (рычагами) 9 и 10 установлены пружины 13, стремящиеся повернуть захваты относительно осей 11 и 12. Захваты смонтированы в корпусе 20, соединенном с гильзой 18. В крышке 17 гильзы закреплен шариковый подшипник 16, посаженный на конец штока 15 гидроцилиндра 21. При перемещении поршня 22 вместе со штоком 15 движется и гильза 18 с захватами. При этом инструментальные оправки вынимаются из гнезда магазина или из посадочного конуса шпинделя. Чтобы затем поменять инструмент местами, необходимо повернуть на 180° корпус 20 с захватами, для чего служит гидроцилиндр 8. Шток гидроцилиндра соединен с рейкой 3, которая находится в зацеплении с зубчатым венцом 2, закрепленным на стакане 1. Правый конец стакана связан с гильзой 18 длинными шпонками 14 и 19, поэтому гильза (с корпусом 20 захватов) поворачивается вместе со стаканом 1. Длинные шпоночные пазы позволяют гильзе с захватами совершать необходимые продольные перемещения.
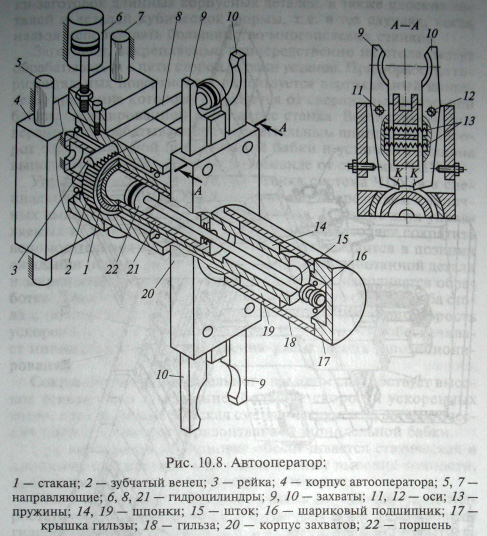
Чтобы захватить инструмент из магазина, корпус 4 автооператора поднимается с помощью гидроцилиндра 6 по направляющим 5 и 7 в крайнее верхнее положение. Один из захватов фиксирует фланец инструментальной оправки, подготовленной соответствующим поворотом магазина к подаче в шпиндель станка. В дальнейшем при изъятии из магазина и переносе в шпиндель оправка удерживается пружинами 13. Для того чтобы в момент поворота корпуса 20 оправка с инструментом не выскочила из захвата под действием центробежной силы, предусмотрено предохранительное устройство. Когда при повороте корпус 20 находится в крайнем правом положении, внутренние концы К рычагов упираются в шпонки 14 и 19, что не позволяет рычагам сблизиться и освободить оправку.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
