
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
РТК механической обработки резанием
На рис. 12.1 показаны примеры взаимного расположения ПР и оборудования в составе РТК механической обработки. ПР может быть самостоятельной единицей или конструктивно входить в состав основного технологического оборудования.
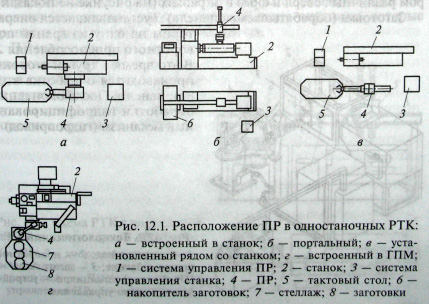
На рис. 12.1, а показан ПР 4 с системой управления 1, встроенный в металлорежущий станок 2 с системой управления 3. Тактовый стол 5 подает заготовку на фиксированную позицию. ПР снимает заготовку и устанавливает ее в рабочую зону станка 2. После обработки деталь снимается и устанавливается роботом в соответствующую позицию тактового стола. Затем система управления 1 ПР формирует сигнал для перемещения тактового стола на один шаг: обработанная деталь перемещается на другую позицию, а на ее место поступает новая заготовка.
На рис. 12.1, б представлен портальный ПР 4, установленный над станком 2 с системой управления 3. Накопитель 6 заготовок размещается рядом со станком. Для загрузки-разгрузки заготовок служит каретка ПР, перемещающаяся по порталу. На рис. 12.1, в изображен ПР 4, установленный рядом со станком 2 и работающий в цилиндрической системе координат. Загрузка заготовок происходит с помощью тактового стола 5 и ПР. Станок и ПР имеют каждый свою систему управления: 3 и 1 соответственно. На рис. 12.1, г показано применение ПР в составе гибкого производственного модуля (ГПМ) для обработки корпусных деталей. В ГПМ, кроме ПР 4, входят стеллаж 7 (для накопления заготовок 8 и деталей) и станок 2, работающий без участия рабочего. ПР 4 служит для снятия заготовки со стеллажа и установки в рабочую зону станка, а также для перемещения детали из рабочей зоны в стеллаж после обработки.
В РТК может отсутствовать технологическое оборудование, тогда основную технологическую операцию выполняет непосредственно ПР. На рис. 12.2 показан технологический ПР 4 для сверления и фасонного фрезерования деталей сложной формы. Сбоку от робота установлен инструментальный магазин с набором различных сверл и фрез в оправках (на рисунке не показан).
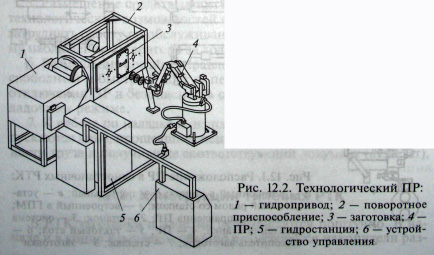
Заготовка (обрабатываемая панель) 3 устанавливается оператором на одну из граней поворотного приспособления 2. В это время с другой стороны производится обработка второй панели. После окончания обработки гидрофицированный механизм (гидропривод) 1 поворачивает приспособление и робот обрабатывает следующую деталь. Таким образом, время установки заготовки и съема детали совмещается. Для получения необходимой точности положения отверстий на обрабатываемую панель устанавливается кондуктор. В состав РТК входят также гидростанция 5 и устройство управления 6. Применение РТК значительно дешевле, чем использование для тех же целей пятикоординатного металлорежущего станка.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
